


Le bordage
Toutes les planches sont fixées en se chevauchant les unes sur les autres. On obtient alors une coque plus soupl e et plus légère (réduction de l'échantillonnage des membrures et des bordés).
e et plus légère (réduction de l'échantillonnage des membrures et des bordés).


Le bordage débute par la pose des galbords et ribords, ces deux bordés doivent remonter au maximume pour eviter de se retrouver avec des clins très tordu a l'avent
Comment passer de la forme dans l'espace sur une charpente à la forme en plan sur le plateau de bois ?

Le brochetage intervient alors. C'est la technique qui permet d'obtenir les contours des futurs bordés. Une fois découpé et cintré sur la charpente, il occupera exactement la place prévue.
Pour cette opération, il faut confectionner une latte en contreplaqué à la forme approximative du futur bordés. Fixée sur les membrures, avec l'aide d'un compas réglé à ouverture constante on marque une parallèle au bord de la lisse et la largeur du futur bordé. Puis on reporte le tracé sur le plateau dans lequel le bordé sera découpé.





L'abatage du clin

Aux extrémités, les clins cessent de se superposer, on taille alors une feuillure réalisé à mis bois sur le clin posé et le suivant afin qu'ils arrivent à plat dans la râblure ou sur le tableau arrière





L'ajustage des surfaces de recouvrement doivent être soigné. De cela dépendra un rivetage efficace et une bonne étanchéité.
La distribution des clins
la ligne de tonture est indiquée sur l'étrave, les gabarits et le tableau. A partir de ces points, le pourtour de chaque gabarit est divisé en n parties. Notons ici que que certains charpentiers aguerris tracent « à l'œil » les clins, ce qui réclame une grande expérience !

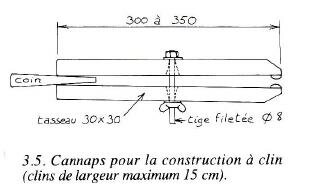
Le Rivetage


Après étuvage, les clins sont mis en place provisoirement avec des cannaps (grosse pince en bois) puis assemblés définitivement avec des rivets en cuivre.
Les rivets des clins sont espacés de 14 cm, entre cette maille viendra la membrure ployée elle aussi rivetée, elle est composée de lattes de chêne débité rectiligne puis ployé à la vapeur


La coque à mi-bordage
Le retournement
Arrivé à la moitié de la coque, le bateau peut être retourné, cela facilite le travail pour continuer le bordage (et c'est aussi moins lourd à ce stad de construction !)
Pour cela il faut sortir le bateau de l'atelier pour le retourner à l'extérieur, il n'y a pas assez de place à l'intérieur, il est basculé sur des chambres à aire de tracteur pour amortir les chocs, puis on le rentre et on le pose sur la cale.
J'ai fait appel à Teddy, Stéphane, mon père Jean Marc et mon frère Vincent pour la réussite de la manœuvre, ma mère Christine pour avoir pris les photos et aussi Roland et ma grand-mère Michelle qui sont venu assister et encourager ^^
Merci à vous ! ![]()



Un album photo est disponible dans la colonne de droite du site -->
Le bateau est maintenant posé sur un châssis roulant qui permet de le déplacer dans l'atelier


Pour les gros flobarts à voile où ceux motorisés, on procède à la mise en place les varangues sciées lorsque le bordage arrive au niveau du bouchain, cela pour une question de facilité de prise de cote et évite au charpentier de devoir monter et descendre du bateau. À l'aide d'une latte maintenue sur la quille par une équerre, leur forme est relevée sur le bordage à l'aide de piges agrafé ou collé, qui vienne en fond de bordé contre le can du bordé précédent. La varange est ensuite débitée sur établir, les points repérés sur le plateau, on coupe d'équerre les encoches des clins en mordant plus dans le can pour créer un anguillet pour le passage de l'eau, les angles sont ensuite abattus et ajuster si besoin.



Mimine le Chatpentier de Marine



/https%3A%2F%2Fstorage.canalblog.com%2F75%2F08%2F1135379%2F121255107_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F22%2F87%2F1135379%2F133792590_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F06%2F30%2F1135379%2F133321881_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F09%2F61%2F1135379%2F133325020_o.jpg)
/https%3A%2F%2Fprofilepics.canalblog.com%2Fprofilepics%2F9%2F0%2F900422.jpg)